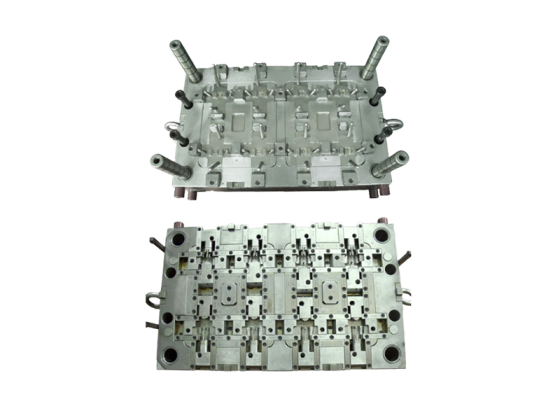

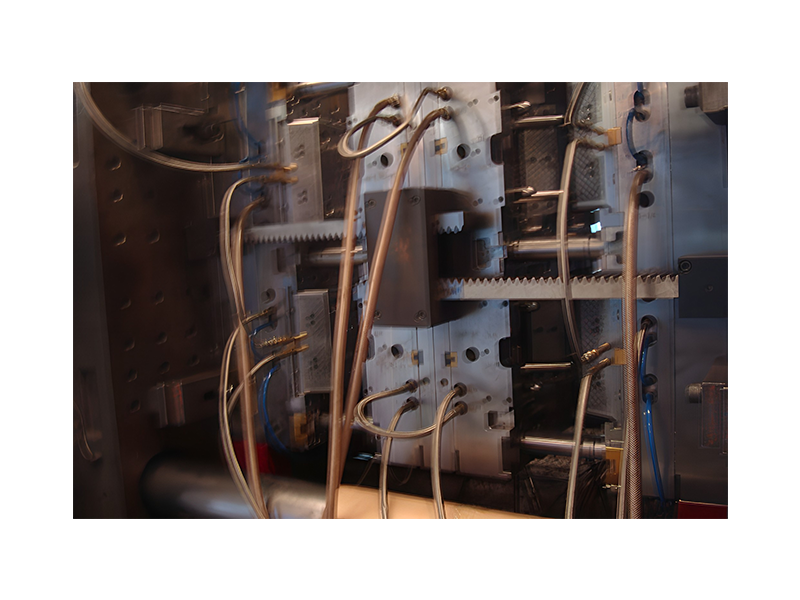
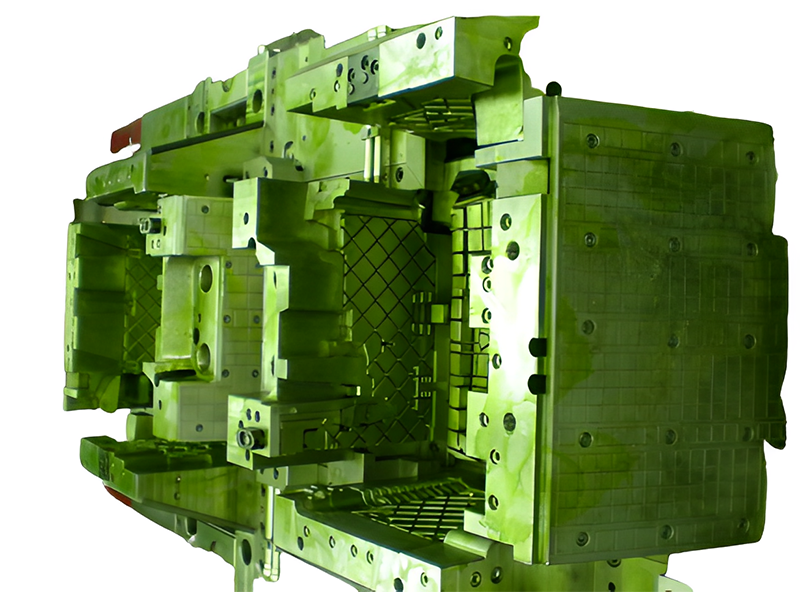

Forma na zásobník na láhev
Formy na stohování lahví se běžně používají v průmyslových odvětvích, jako jsou nápoje, kosmetika a výrobky pro domácnost, kde je vyžadována velkoobjemová výroba plastových lahví. Jsou navrženy tak, aby byly odolné a odolávaly vysokým tlakům a teplotám spojeným s procesem vstřikování.
- informace
Stohování zápustek je vhodné pro hromadnou výrobu.
Technologie stohovacích forem:
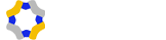
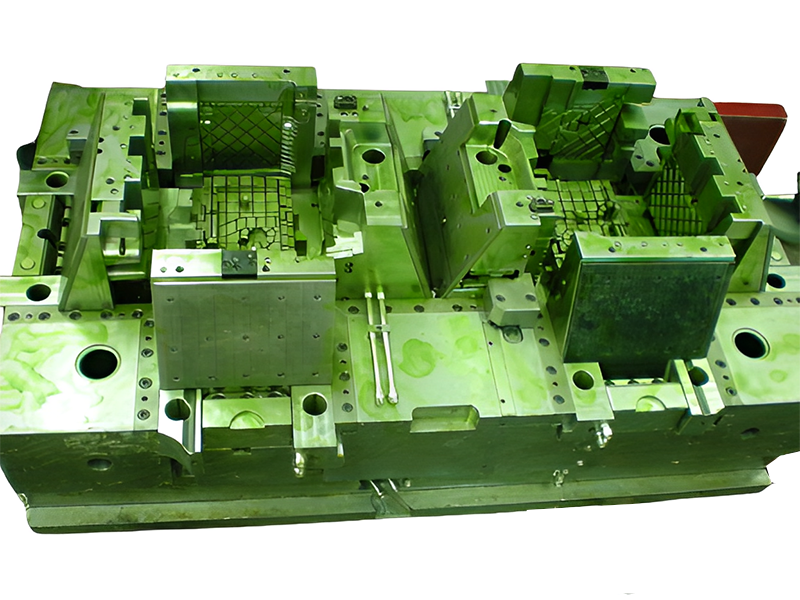
Stohovací forma je špičková technologie ve vývoji dnešního průmyslu plastových forem a dutina je rozdělena ve 2 nebo více úrovních v superponovaném uspořádání. Jednoduše řečeno, laminovaná forma je ekvivalentní umístění více párů jednovrstvých forem k sobě a jejich instalaci na vstřikovací stroj pro výrobu vstřikovacích forem.
Obvykle, když vstřikovací stroj používá jednovrstvou plastovou vstřikovací formu, jeho vlastní vstřikovací objem a otevírací zdvih využívají pouze 20% až 40% jmenovitého vstřikovacího stroje, což nedává plnou roli výkonu vstřikovacího stroje. a laminovaná vstřikovací forma může být použita na základě nezvyšování upínací síly. Za podmínek stejného 1 vstřikovacího stroje a 1 operátora lze výstup znásobit podle počtu vrstev, což může výrazně zlepšit efektivitu výroby a míru využití zařízení a může ušetřit výrobní náklady a mzdové náklady.
Scénář aplikace:
Předchozí scénáře použití: Formy s velkým počtem dutin, jako jsou předměty denní potřeby, kosmetika a lékařské produkty, se nyní postupně používají ve formách na automobilové díly.
Klasifikace stohových forem: 1) Běžná laminovaná forma
Dvouvrstvá forma
3-vrstvá forma
4vrstvá forma
Až 10 pater
2) Otočte laminovanou formu
Dvojité strany se pokaždé otočí o 180 stupňů
Dvojitá vrstva 4 strany, každá o 90 stupňů rotace štíhlého plavidla
3 vrstvy 2 strany (180 stupňů na otočení) + 4 strany (90 stupňů na otočení)
Úvahy o konstrukci stohovací formy:
1) Hlavní tryska nemůže po otevření formy vyjít z vodícího pouzdra a je třeba věnovat pozornost rozumnému nastavení délky hlavní trysky a zdvihu otevření formy;
2) Je nutné zkontrolovat maximální zdvih otevření a maximální množství plastifikátoru vstřikovacího stroje;
3) Předtvarovací účinnost vstřikovacího zařízení by měla být vysoká;
4) Rychlost vstřikování by měla být přiměřeně zvýšena;
5) Uvolnění tlaku taveniny horkého vtoku; 6) Vypořádejte se se vztahem mezi uspořádáním dutiny a hlavní tryskou.